Process Instrumentation
Schneider Electric – Foxboro
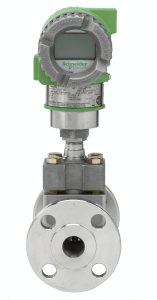
Neal Systems represents Schneider Electric’s Foxboro line of products for the purpose of providing the most reliable and highest quality pressure measurement devices in the industry for our customers.With recent innovative advances such as Schneider Electric’s patented FoxCal technology (utilizing multiple calibration curves), Foxboro guarantees you the lowest cost of ownership, enhanced plant productivity/availability, reduce inventory requirements and provides unsurpassed performance accuracy for gauge, absolute and differential pressure measurement even at high turndowns.
Foxboro Pressure



Foxboro Flow
MagMeter


Coriolis / Mass Flow


Vortex
Foxboro Level


Foxboro Temperature

Foxboro pH

Foxboro Conductivity

Foxboro Buoyancy and Density

Neal Systems has teamed with Lambda Square to create the NSI Orifice Plate Assembly (OPA), a pre-assembled, simplified flow measurement solution.
NSI’s team of engineers are here to help with the challenges of specifying, sizing, and assembling a total differential pressure flow-based measurement package.
Our custom-designed Orifice Plate Assembly solution utilizes a Lambda Square orifice plate, a high-accuracy Foxboro by Schneider Electric differential pressure transmitter (just one, not two!), and a pre-fabricated flange assembly containing all necessary connection materials.
For more information and the OPA Process Questionnaire CLICK HERE!
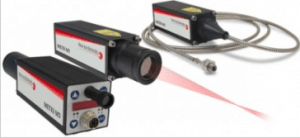
Process Sensors
Process Sensors offers a wide range of on-line fixed sensors for immediate and continuous temperature measurement and control in industrial processes.


Servomex

The AquaXact 1688 is a rugged, ultra-thin film Aluminum Oxide moisture sensor that enables fast and accurate dew point and ppm H2O measurements of moisture in a wide variety of gas phase process applications.