February 6, 2023 | Company NewsProduct News
Why transition from Chessell Review to Eurotherm Reviewer?
The review software no longer works with Windows 10. The support for this program ended 2 years ago. This causes the program to crash and freeze. Neal Systems provides an economical upgrade service program via a virtual meeting to help our customers make the transition from Review to Reviewer.
By using the Neal Systems upgrade service, you are able to keep all of your data records from Review and transfer them to the Reveiwer software.
A Little History:
Eurotherm Review is a PC-based software package that allows the display and printing of archived data files from the Eurotherm range of Data Acquisition units. These include Series 4000, 5000, 6000 recorders and the PAC2750 Automation The Eurotherm™ T2750 Programmable Automation Controller (PAC) combines high performance and high availability into a cost-effective solution, designed to maximize uptime, and meet the stringent regulatory requirements of advanced manufacturing industries.
This application program was intended to provide our customers with a simple SCADA system like solution which did not involve licensing and IT support. Review was a single PC based program not intended for Enterprise network use.
The program was written by Eurotherm and originally introduced 30 years ago.
Looking Forward:
With the ever increasing need for data availability across networks and the need for increased functionality, Eurotherm started to develop a successor to Eurotherm Review called Reviewer.
Eurotherm Data Reviewer is a software application designed for the viewing, analysis and printing of historical data files acquired from Eurotherm data acquisition equipment such as, but not limited to: Paperless graphical recorders – 6000 series. Hybrid recorders/controllers – NanoDac™ recorder/controller range.
Eurotherm Reviewer is written to operate with Windows 10 and Windows Server 2012 R2, Windows Server 2016 or Windows Server 2019.
Reviewer is available in two Versions:
· Foundation – single PC version – one time license – no fee.
· Enterprise – Server installation – one time license fee – multiple clients via a web browser.
Is upgrading right for you?
Yes, contact our team for a demo and find out why upgrading is the best option for you right now.
Contact us here!
February 1, 2023 | Product News
There are many ways to waste time and energy during the thermal processing of food and beverage. Here are the Top 7 efficiency problems we see along with solutions for better control.
1
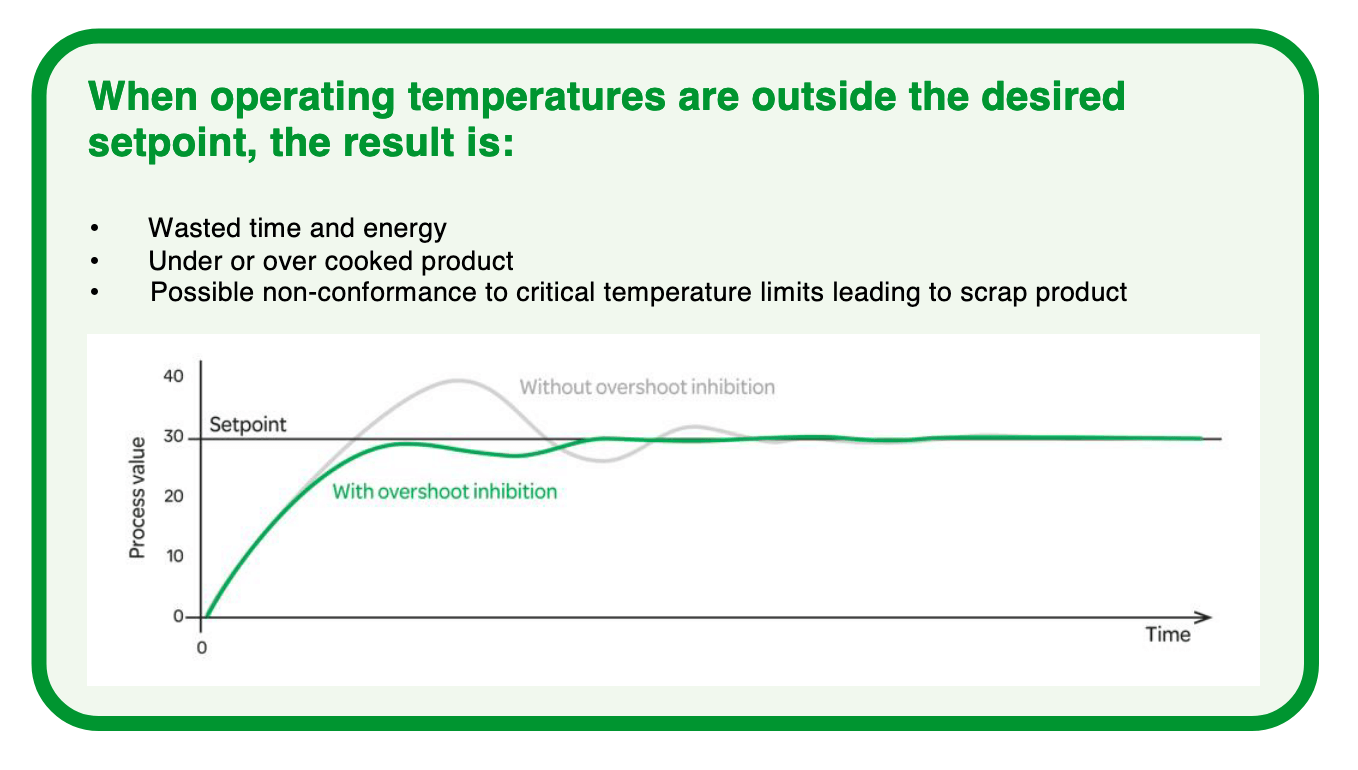
Temperature Overshoot
During cooking and cooling processes, whenever the temperature of a product overshoots or undershoots, energy is being wasted. Some products can also be damaged by overheating or overcooling and then need intervention for quality assessment. For processes where energy is being wasted in this way, one solution is to replace the simple temperature controller with a precision PID temperature controller. Intelligent models have specific algorithms embedded in the control strategy that automatically take care of common heating and cooling problems. Useful features in this case are inbuilt algorithms that stop the temperature overshooting when heating up (overshoot inhibition). Default values are typically already set for easy configuration.
2
Temperature Instability
Certain processes need critical temperature control, for example oil temperature in fryers can be difficult to control. With poor control, the oil temperature can oscillate from too hot to too cold, wasting time and energy in the process. The temperature variation can also lead to irretrievable undercooked or overcooked product creating waste and potential damage to the
oil itself if overheated.
One solution is to use a precision PID controller. Special features to look for include a set
point programmer for setting up your ideal temperature profile with temperature ramps and dwells (soaks) specified by rate or time and intelligent PID algorithms that control the temperature of the product to the specified set point. To control other setpoints at the same time, like humidity and pressure, this type of controller can typically be purchased with multi-
loop options and dedicated algorithms that aid the application. Autotune functions are available that will automatically set a range of parameters to optimise the process when enabled on your specific equipment. In this case, using a better controller will result in a consistently cooked product that maximises the life of the cooking oil – this practice is relevant to all cooking processes.

3
Product Inconsistency
Poorly controlled processes can waste time and energy through non uniform mixing, cooking and cooling of the product. One of the common problems we find is some human intervention in the process where operators are tweaking the control manually, causing uncontrolled changes to the product. In a recent example, during the process of browning waffles, where colour of the product was important, operators were found to be modifying the heating settings to get the right colour by eye. Certain operators had a knack for adjusting the controls, while others didn’t, bringing inconsistency into the finished product.
Automation of the process is better at achieving consistent results than manual intervention. A modern PID control system will ensure all of the zones in the oven are controlled to the right temperature for that particular product. Look for models with recipe functions that allow the whole setup to be saved and recalled when you need to manufacture the same product
again and again.

4
Compliance to critical temperature limits
In food and beverage processes that follow GMP and HACCP guidelines, you could be wasting energy simply by using basic or standard controllers. The problem with these controllers is the wide variation in accuracy levels. When you are not sure of the accuracy, you over compensate by a degree or two to make sure you are always within your critical
limits.
By investing in Precision PID control with accurate Inputs and Outputs, and better rejection to noise, you can be sure that the temperature you set is the temperature you get, and that you are meeting your limits while getting ROI by reducing your energy bills over the lifetime of the controller. Other useful features to look for are alarms and communication protocols that help
to inform you when a critical limit has been reached. Modern control products with embedded Ethernet communications are available with SMTP server functionality for sending emails when an alarm has triggered and have webservers built in so you can view what’s going on from a PC, tablet or Smartphone using a web browser. It is worth mentioning that in some
processes the data needs to be securely recorded and stored for a length of time. While this is much simpler nowadays using a digital data logger, recent innovations built into precision PID control products include secure recording along with crystal clear colour TFT displays and wash down fronts. Ideal for food and beverage applications like dairy and meat processing where recording is required, this type of all in one box solution can be the most cost effective solution.
To help maintain accuracy levels in your process year round, several reputable companies also provide services such as Calibration, Temperature Uniformity and System Accuracy Tests (SATs) at regular intervals, to ensure that temperature measurement products and systems are not drifting over time. These issues are even more important for manufacturers
and processors who export product, for example to the US who need compliance to standards such as FDA 21CFR Part 11 and FDA 21CFR Part 113.

5
Packaging Problems
Some types of packaging are difficult to bond together such as when bonding film to plastic. The time, temperature and pressure are crucial to the heat sealing process to ensure a quality seal that retains its integrity, and basic controllers are not up to this job which can lead to wastage of time, product and packaging. The temperature at the point of the seal needs to be accurate and uniform in combination with the mechanical pressure and time of contact.
A precision PID controller is the best choice for repeatable reliable seals and often, along with the temperature controller, a Programmable Logic Controller (PLC) is used to provide the control of the machine . PLCs are now available with precision control built in and these all in one box solutions are the most cost efficient way to create a repeatable packaging process which optimises the output of the machine.

6
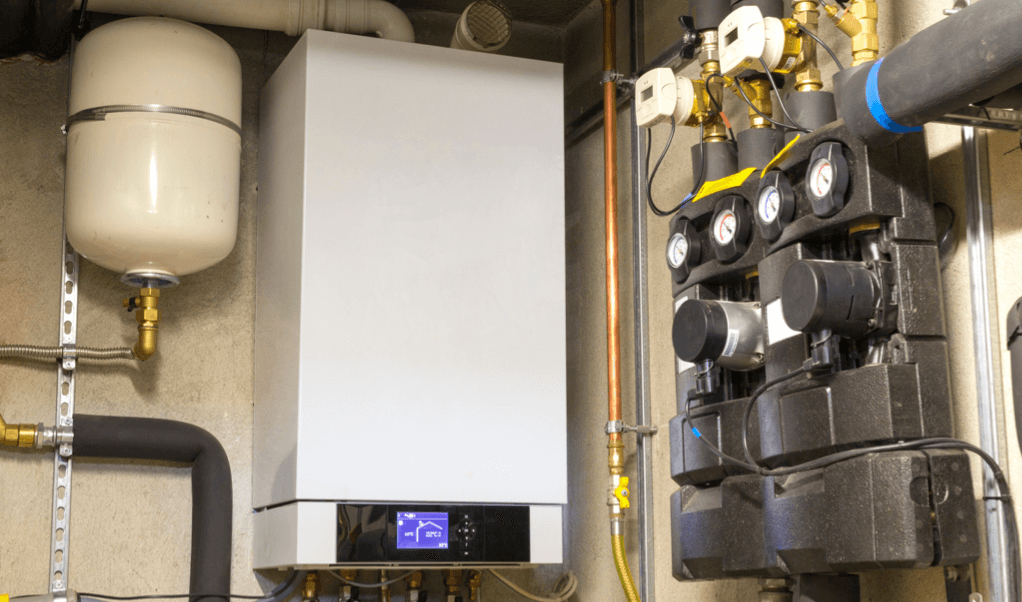
Boiler efficiency
The energy used to supply hot water and steam is one of the biggest contributors to costs in food and beverage manufacture. As the UK government moves towards carbon-free energy generation it is expected that companies will move towards Electric Boilers as a solution to reduce carbon emissions. Basic boiler control can be inefficient if water and steam are not
required constantly so spending a bit more for tighter control that can deal with demand when you need it will give better efficiency.
Some food manufacturers have already made the decision to move to electrically heated boilers to help reduce their carbon footprint. Used in combination with modern power controllers that provide firing modes to suit different types of heaters and algorithms to better manage boiler loads across the plant, they are the way forward for companies who are serious about their commitment to green initiatives and directives like ESOS.
7
Plant Energy Usage
The food and drink processing industry is the fourth highest industrial energy user in the UK. Energy suppliers provide energy on a tariff and in badly managed plants it is possible to draw more energy at certain times than your tariff allows. This can result in hefty fines. The simple answer is better power control and modern thyristor controllers are the key. These new smart devices are available with a large variety of industrial communications which allows them to communicate with each other across the plant. Special algorithms for managing and spreading loads across the plant help make the best use of your energy and keep your finance managers happy by operating within your specified tariff.

Get the most from your food and beverage process! Find out more by contacting use here!
Original Article Credit Here
November 14, 2022 | Product News
Are you looking to improve cyber security for your remote operations? The SCADAPack 474 by Schneider Electric has you covered. This latest generation of SCADAPack Smart RTUs is optimized for remote operations, this is the newest model to be introduced in this series.
The SCADAPack 474 is simple, efficient and rugged. It enables compliance with TSA Security directives and improves cyber security for remote applications.
Simple: The RemoteConnect configuration software facilitates configuration, logic development, data logging, and diagnostics in a single application, helping to reduce costs and overhead associated with maintaining multiple software applications for managing a single device.
Efficient: The Logic Editor within RemoteConnect software is based on EcoStruxureTM Control Expert software components, allowing for code reuse and sharing between Schneider Electric ModiconTM PLCs and SCADAPack Smart RTUs.
Rugged: Designed with Cybersecurity and ruggedized communications in mind, SCADAPack 474 hardware features conformal-coated boards and wide operating temperatures of -40…70 °C (-40…158 °F). Class I, Div. 2 and Zone 2 hazardous area certifications are included.
Interested in learning more? Contact us about the SCADAPack 474 today.

